My daughter, Lily, who is 17 years old, recently completed the following short documentary on our xylophone project. This was a a final project for her 11th grade Physics class, and while it doesn’t have all of the details in the other blog posts, I think it turned out quite nice and is a great introduction to our project.
Also, here is the paper she wrote, which has a bit more info.
It’s been some time since I’ve checked, but I’ve enjoyed hearing from a few intrepid folks who are building their own instruments! Hope my blog has helped spread the love 🙂
Recently, I got a request for the code that I used. I’ve been a bit reluctant to post that because, frankly, it is a bit messy (understatement). Also, my brain is a bit atrophied, and I without a fair amount of effort, I’m not sure I can remember the exact calling sequence. Wish I would have cleaned this up and documented while it was fresh…sigh.
However, if you are willing to dig in a bit, below is a zip file with the various functions that I used. This is mostly Zhao’s code with a little wrapping by me. What might help to get you started is a file called COMMANDS.m that contains what is essentially my diary of tests as I moved along. Buried in this are examples of how to run the various functions.
As always, best of luck to you brave souls who are may try to use this mess of software. I enjoy hearing from folks around the world, so please drop me a note and some photos if you get a chance.
A few have asked for the code to analyze the bars. Please see the comments section of this site (Re: to Anton) for caveats related to this. Hope it is useful to someone 🙂
Hey, we submitted our xylophone to the magazine and guess what? They put it in the magazine! Jack and I were stoked! I sent a bunch of photos and did a phone interview and the crafted the story. A scan of the article is below. The only disappointment was that they didn’t include a link to this site – still trying to get the word out 🙂
Most of the commercial xylophones that we checked out had simple metal support frames and wheels. Additionally, almost all include a mechanism to raise the height of the instrument. Although practical, the aesthetics of these frames leave a lot to be desired.
While we could have welded up a frame and then had it powder coated, we decided to make ours out of wood, mostly because we wanted it to look good.
We did have some requirements for our frame:
We wanted it to look good!
It had to be stout enough to last for years.
The height needed to be adjustable as Jack grows. (Although we didn’t need a rapid adjustment method like you’d want if you were trying to accommodate different musicians.)
The assembly had to come apart – we assume this instrument will follow Jack when he grows up and moves away.
We considered whether it needed rollers, but at the end of the day, decided we didn’t need them since the instrument would be used in our home, and including them would require a more bulky frame.
Construction
We don’t have many photos of the construction process for the legs, since it is pretty straightforward woodworking. If you’ve gotten this far in this process, I assume you have the skills to bang out the legs. However, there are a few comments on the construction that may be noteworthy.
First, we were concerned about the integrity of the legs as they attach to the frame ends. Recall from the previous posts that the frame ends have big-ole mortises that receive the legs. Here is a zoom of the mortise in the long frame end.
Zoom of leg mortise in end frame
The idea was to make the frame stiles so that they slipped tightly into the mortise, and then use bolts to attach the leg to the frame. So we cut the mortises first, and then sized the legs to fit. Even though the frame ends are thick maple, there is a long lever arm on the legs that puts considerable force on this joint. We addressed this in two ways. First, as shown in the photo, there are 8 bolts that hold each leg on. Although a bit unorthodox, I have found that machine threads hold pretty well in hardwoods, as long as you are careful not to over-tighten the bolts. So I tapped 1/4-20 threads into each hole using a bottoming tap. This gave about 3/4 of an inch of threads for each of the 8 bolts. When all the bolts are snugged up, the integrity of the joint is really good. We considered using metal threaded inserts, but the bolts all seemed to snug up solidly so that seemed like overkill. If this were a traveling instrument that required frequent assembly and disassembly we definitely would have opted for them.
When we fabricated the legs and bolted them on, there was quite a bit of left-right sway in the instrument. We kind of expected this because the legs only slip into the mortise about 1.5 inches (i.e., 1.5 inches in the upward direction). Even if the legs were glued in to frame ends, the wobble wouldn’t have been reduced, since it is the result of natural flexing in the maple end pieces. So the second thing we did was to add corner braces. Here’s a picture of what I am talking about – it shows the brace at the right end of the instrument:
Right-end corner brace
Man, these braces did the trick! No more wobble – the instrument was rock solid. The braces are bolted in with countersunk 1/4-20 screws as well, so are removable. The to end of each brace is bolted to a spanner block between the rails. Very straightforward, but effective.
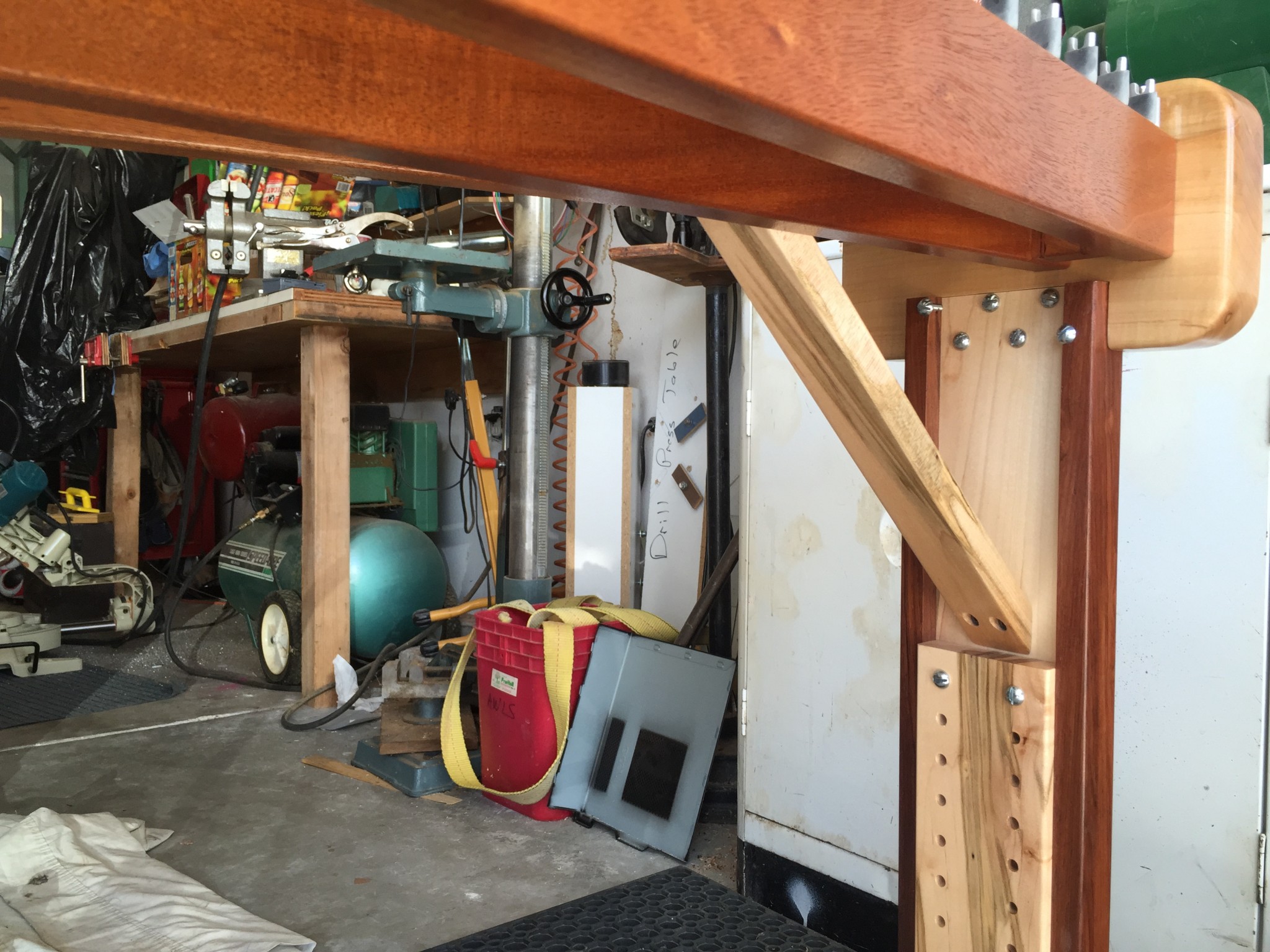
This photo also shows our approach to height adjustment too. Basically, the lower leg assembly slides into a channel contained of the upper leg assembly. The channel was built by attaching two rosewood stiles to the ambrosia maple leg. It seemed a bit gratuitous to use Honduras rosewood for these leg components, but it was wood that was leftover after making the bars. Plus, aesthetically, it nicely tied the legs into the rest of the instrument. Here is another picture of one of the legs that shows the upper and lower leg assemblies:
Leg with height adjustment channel
…and another photo of the leg assembly that more clearly shows the channel:
Close up of upper leg assembly
This photo also shows the 8 bolts that attach the upper leg to the frame end. I wasn’t thrilled with the placement of the outer two bolts which happened to land on the joint between the rosewood and maple. I considered routing out the rosewood material around these bolts so that they sat flush with the maple, but didn’t get around to it; although it looks a cheesy, the bolts are functional and hold snugly. Plus, these bolts are not visible from the top of the instrument – you have to get under it to see them. Further, removing this wood without causing a bunch of tear out would be tricky, so I decided it was best to leave it be.
The feet
We don’t have a lot of photos of the foot construction either. Again, this was pretty standard woodworking, and there are lots of ways to fabricate the feet. Nevertheless, there below are a few tidbits that might be generally useful.
We wanted the feet to be removable from the lower leg, which complicated the design a bit. Mechanically, the lower leg is fastened to the foot via a deep mortise in the foot that accepts the lower leg. This mortise needed to be deep enough to provide front-back stability in the instrument. Aesthetically, we wanted to avoid corner braces on the leg bottoms, so that means that the mortise must support the full torque of this joint. The maple we chose for the legs wasn’t thick enough to support these deep mortises, so we created to stacked design shown in the photos. The top and bottom pieces of the foot were made separately, and then glued together. Then, we added the large mortise to the laminated foot. We were very careful to make the mortise as tight as possible to avoid wobble in this joint. Here is a photo of the lower-right foot:
Close-up of lower-right foot
The photo also shows the means for bolting the foot to the lower leg. Using a forstner bit, we drilled holes in the inside of the foot that were large enough for the heads of our 1/4-20 pan-head screws. Then, we drilled through-holes in the lower leg tenon, and tapped the back side of the foot to receive the screws. This approach allowed the screws to pull the leg tenon snugly against the foot, allowing for a pretty secure joint.
The last thing we did was to attach 1/4 inch thick heals to the ends of each foot. These were from rosewood scraps that we had laying around, and allow better stability on an uneven floor.
Wrap It Up
That’s pretty much it. Maybe it wasn’t 613 steps to build this thing, but it was a lot!
I hope this info is useful to someone out there. Like I said in the introduction, the whole point of writing all of this up is to fill the information gap that I experienced; hopefully this does that!
Someone asked me if a person could build a xylophone given the information on this site. I hadn’t thought about that particular question before, however, after pondering it for a bit, I think the answer is “yes!” Clearly, this is not a step-by-step guide, but if you have woodworking skills, I believe there is enough info here to make the bars. Recall that I included PDFs for all 44 bars, so you could print these and replicate my bars with a little care.
I did not include the Matlab-based bar tuning software, because very few folks have Matlab, so I think there is such a limited audience for that. However, my computer-based tuning method was a little unorthodox anyway. Most commercial builders use a strobe tuner on their bars. For example, check out this How It’s Made video showing how Malletech makes their bars. Notice the guy switching back and forth between the tuner and the sander? Looks familiar doesn’t it….
Anyway, that’s about it. If you find this info useful, please leave a comment – I’d love to hear about your own efforts and will try to help if I can.
Making the tubes wasn’t a big deal – really just cutting them to length and finishing the aluminum so it looked nice. However, mounting them and making the stoppers was some work and is probably worth sharing for anyone interested in building an instrument.
Making the Tubes
In discussing the construction of the xylophone tubes, perhaps it is most clear to start with an overview picture. The photo below shows the tubes mounted to aluminum rails that are in turn mounted to wooden blocks attached to the frame ends.
Tubes mounted in xylophone frame
The xylophone tube assemblies are quite rigid after the tubes are attached to the 1/8 x 1 inch aluminum rails. Here is a photo of the assemblies:
Completed tube assemblies
As shown in the top photo, the assemblies fit snugly in the slot cut into the mounting blocks shown in the top photo.
The construction of the tubes themselves was pretty straightforward, but there were a few nuggets along the way that might help someone building their own instrument, so I will describe the high points.
As noted in a previous post, I bought the tubes from Speedy Metals (again, I love this place – great prices and selection and cheap shipping) in four foot lengths of 1/16″ wall aluminum . As with the bars, I used the CutList Plus software to optimally allocate the 43 tubes into the four foot stock pieces. As noted in the previous post, I calculated the theoretical length of each tube and added two inches to allow for the stopper. This was overly conservative, because the stopper was only 3/4 inch thick, but my worst nightmare was cutting all of the tubes too short!
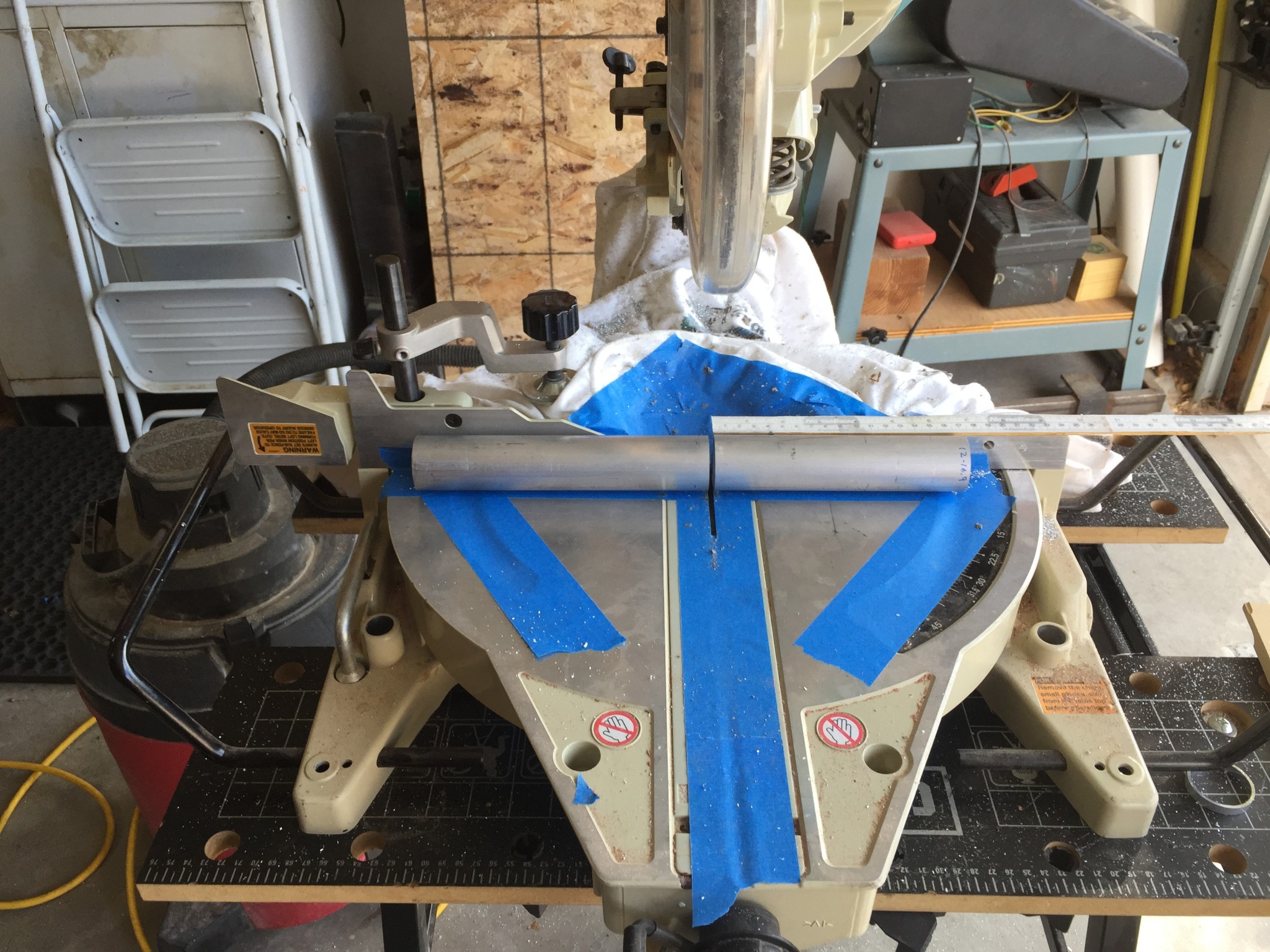
The tubes were cut on my sliding compound miter saw using a non-ferrous metal blade. I typically shy away from cutting metal on my woodworking tools, but I was amazed at how well it cut and how perfect the edge was. Here’s are a few photos of the cutting setup and some of the cut tubes:
Cutting operation on miter saw.
Wax used for cuts
Some of the cut tubes
Note the tube of wax next to the saw. I used that to lube the blade before the cuts. Not sure if it was required, but aluminum can gall when it is cut, so it seemed like a simple precaution.
The surface finish of the stock tubes left a little to be desired, so I decided to “brush” the aluminum. To do so, I built a mandrel to hold the tube so that it could be chucked into a hand held drill. Below is picture of the mandrel.
Mandrel for finishing the aluminum tubes
To make this, I cut a wood disk and drilled and tapped a hole in the center, and then inserted a threaded rod. The disk had a slot cut partway through it that could be spread somewhat by driving two wood screws into it. To attach the mandrel to the tube I simply inserted the wood disk into the end of the tube and then tightened the two wood screws. This spread the slot to make the wood disk clamp to the interior of the tube.
With the mandrel inserted, brushing the aluminum was easy. I just spun the tube with a hand drill while sanding the tube with 120 grit sandpaper. It was actually kind of fun to see the dull aluminum brighten up as it was sanded. After sanding, I blew the dust of the tube and wiped it with alcohol to remove the oil, wax and dirt from the tube. Then, while slowly spinning the tube with the drill, I sprayed gloss lacquer on each tube. Some sort of varnish is required to ensure that the tubes don’t oxidize. I used lacquer because I had it on hand and it dries quickly, but there are products specifically made to protect aluminum. I was able to carefully remove the mandrel from the tube even prior to the finish drying so that I could move on to the next tube (did I mention that there were 43 of them?!) Anyway, here is a shot of some brushed and lacquered tubes:
Some of the brushed and lacquered tubes
Making the Assemblies
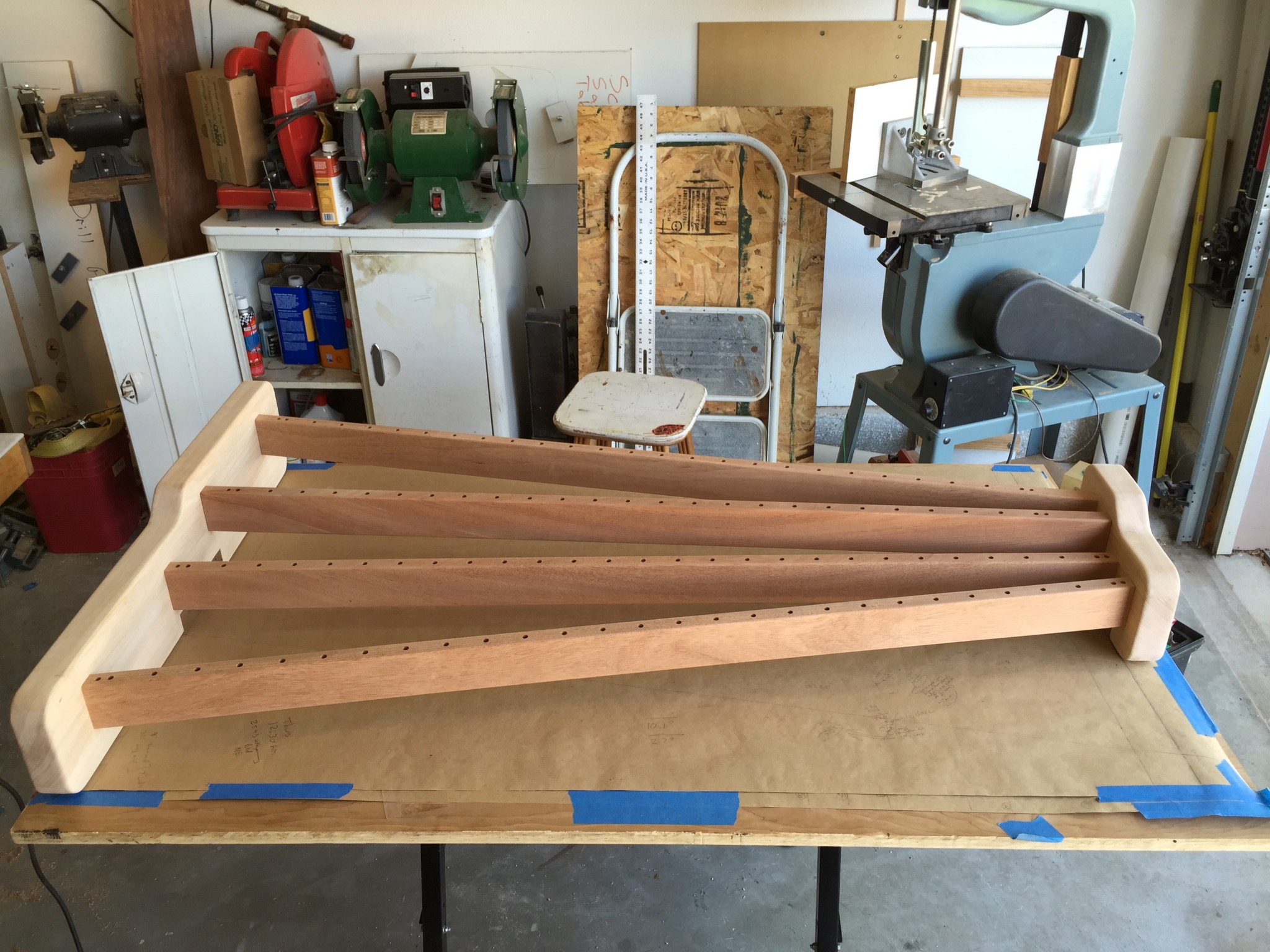
With the tubes completed, I turned my attention to making the aluminum tube support rails. Here’s where I probably overkilled things. As I stated in the previous post, the short tubes add little or no sound amplification. However, at this point I didn’t appreciate that fact. So I was hell bent on getting tubes on as many of the short bars as possible. The problem was that the Mahogany frame rails get really close together at the right end of the instrument. This didn’t leave much room to fit the tubes in. Here is a photo of the aluminum support rails at the skinny end of the instrument:
The rails prior to attaching the tubes
The rails prior to attaching the tubes
As you can see, I had to carefully bend the rails to get them to fit correctly. I’m not gonna lie – getting those rails bent just perfectly was a bitch! Once they were bent, I was able to mark the angled slots on the wood support blocks, but getting the bends right was tough. So if anyone out there is still listening, here is the lesson: don’t bother making or mounting the short tubes. They don’t change the sound, and its also not an aesthetic consideration because you cannot even see the short tubes since they are mostly obscured by the Mahogany rails. If I had to do this over again, I would skip the shortest tubes and just use straight rails, thus avoiding the bends and all of the tight clearance issues. Live n learn…
Attaching the Tubes to the Rails
Now, I racked my brain on how to mount the tubes to the rails. There are two challenges. First, attaching a round tube to a straight rail is tricky, since the tubes want to roll and slide along. Originally, I was thinking of making a big jig to hold everything in place, but that was going to be a lot of work. Second, I wanted a constant standoff between each tube end and the bottom of its corresponding bar to maximize the tube/bar resonant coupling. Because the undercuts on the bars are all different thicknesses, this means to tops of the tubes are not in a plane – some are higher and some are lower. It is possible to measure the standoff for each tube and transfer that to the jig, but I was sure I would screw up all of that bookkeeping.
Ultimately, I converged to an approach where I glued all of the tubes to the rails and then later added screws to make the bond stronger. Let me elaborate a bit.
As the photos above show, the tube rails hang in slots that are cut in wood blocks attached to the frame. With the rails in place, and the xylophone bars strung, it is possible to slide each tube between the rails, from the bottom, and set both the position on the rail and the height of the tube. To set the height, I cut a ring from a scrap piece of tube that was ~1/4 inch tall. Then, I would sit the ring on top of the tube, like a spacer, and raise the tube until the spacer just touched the bar. At this point I would slide the tube left and right until it was aligned with the bar. Now, without moving the tube, I would mark small index marks on the tube and rail so that it could be re-positioned later. This process was repeated until I had marks for all of the tubes.
At this point, I was able to remove the xylophone bars from the frame and start to mount the tubes. Friction between the rails and the tubes was insufficient to hold the tubes in place, but I found that I could use wooden clothes pins to hold the tubes in place. (Remember clothespins? I had to buy them on Amazon because it had been years since we’ve had any in the house). Here is a photo of some of the tubes in place:
Tubes with clothespins holding them in place
That’s Jack helping in the background.
Once the tubes were in place, I just needed to add epoxy to temporarily hold them. I mixed up some West Systems epoxy and added a silica thickening medium to make the glue more viscous so that it didn’t drip. Then, using a toothpick, I very carefully made a little epoxy gusset on each of the four crevices around the tube. This was a little tricky, but all of those years as a kid playing the board game Operation paid off! Here is a picture of the glued tube:
Close up of tube with glue
For a few of the last tubes, I used a syringe to inject the glue into the tight crevices. The epoxy was too thick to pass through the syringe, so I used superglue instead. This was much easier and cleaner, and I was able to get the glue deep into the crevice so that the glue didn’t run much. I also sprayed the glue with accelerator to further avoid runs. Wish I had thought of that first. Here is a picture of the syringe and glue I used:
Syringe and superglue used for some of the bars
In any case, the glue is just temporary. While the bond is actually stronger than I expected (I made a test piece and broke it apart,) I wouldn’t want to count on it for the life of the instrument. So once all the tubes were glued in and set, I was able to gently pull the whole assembly out for the next step – adding mechanical fasteners to each tube.
I found some 4-40 screws that were 3/16 long so that the end of the screw was just flush with the inside of the tube. Here is a picture of the completed assembly, so you can see what I am talking about:
Close up of screws holding tubes to rails
Drilling and tapping the screws was tedious, but I made a jig to help.
Photos of the drilling operation
The jig was just a little T-shape of wood with wings that straddled each bar. It had two holes in it to guide the drill for each pair of holes. This made drilling the holes pretty speedy even though there were a lot of them. The drill I used was for the 4-40 threads. After these holes were drilled, I put in a body drill and just drilled 1/8th of an inch, which was the thickness of the rail. This ensured that the screws pulled up tight to the tube.
I tapped each tube by using a tap, a battery powered drill and a bit of lubricant. Tapping 1/16th inch aluminum is pretty easy, but you do have to be very careful not to break the tiny tap. I did break one during the operation, but had some spares on hand.
Making the Stoppers
I gave a lot of thought to how to build the stoppers. Again, there are a lot, so I was trying to find the most efficient way to bang these out. The stoppers had to fit snugly in the tube and have some means of locking them. I figured I could use the same screw-spreading-split idea that I had used for the mandrel, but I still needed to make 43 disks. I considered a hole saw (couldn’t find the right size,) 3D printing (I don’t own a printer…yet,) slicing a dowel (couldn’t find a vendor to make a custom size dowel,) turning a dowel (I suck at wood turning,) casting the plugs using urethane (slow and expensive,) and a few other ideas. In the end, I made the wood disks using my band saw and router. Let me explain.
I started by cutting 43 squares of 3/4 melamine. Melamine seemed good because it has a nice hard and flat surface to reflect the sound.
Squares of melamine that will become stoppers
Next, I set up a quick jig on the drill press to drill a shallow 1/4 inch hole directly in the center of each square.
Drilling pilot hole
The plug will be flipped over and this hole will slip onto a 1/4 inch steel pin protruding from a sliding jig. The following photo might make this more clear.
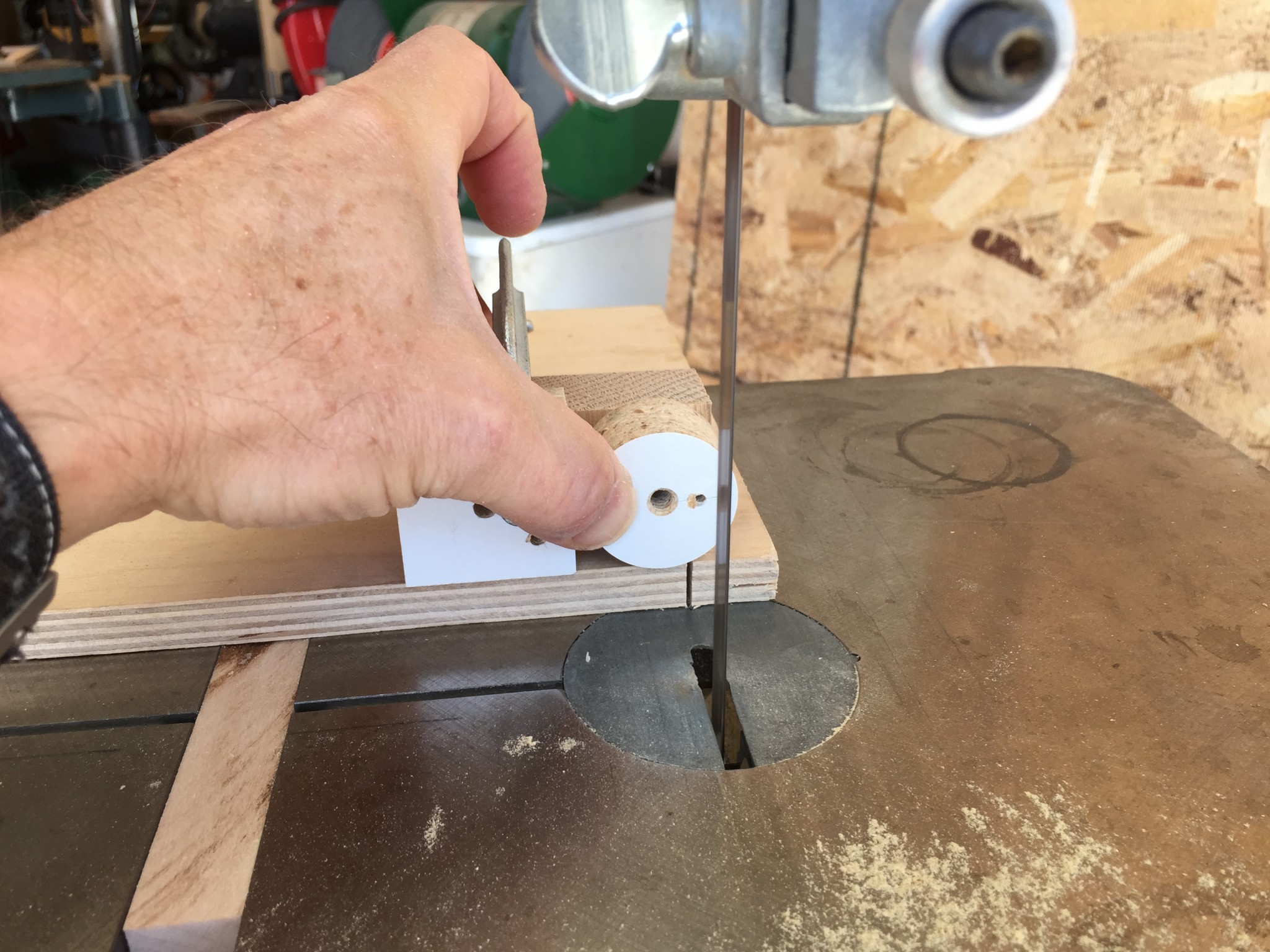
Jig to rough cut round disk on band saw
In this photo the wood disk has been inserted on the pin (not shown, because it is hidden under the disk). The jig then is slid up to a stop such that the block can be rotated to cut a rough oversized disk, as shown in the following photo.
Cutting disk on band saw
Once the disks are roughly sized, I moved the jig over to the router table. This operation was similar – slowly slide the jig up to a stop and then rotate the disk into the router bit to trim the edge. Here is a picture of that operation:
Fine routing of disk to final size using router
This was pretty dusty, hence the dust collection. This all worked pretty well, and was pretty speedy, but was a little nerve-racking as my fingers were pretty close to that big-ole router bit. But alas, I finished with all of my digits intact.
The next step was to drill the hole for the “spreader screw.” So I went back to the drill press as shown in the following pic.
Drilling spreader holes
I used a tapered drill so that the screw started more easily. Finally, I cut the slot on the band saw as shown in the following photo.
Cutting spreader slot
When I was all done, I had a bunch of stoppers that looked like these:
A swarm of stoppers
I forgot to mention it, but I also tapped a 1/4-20 hole in the center. This is to insert a long machine screw that was used as a temporary handle to adjust the stopper up and down during tuning. This screw along with the spreader screw is shown in the stoppers at the lower left.
In the end, the stoppers worked pretty well. Here is a picture of the a few of the tubes with the stoppers installed.
Tubes with stoppers installed
Not sure if you can see clearly in the photo, but the stopper fit is pretty tight.
The Final Post
Our little xylo-adventure has just about come to an end. In the final post, I will describe making the legs. This is mostly just straightforward woodworking, but I will discuss a few design considerations that may be if interest.
The resonator tubes are an important part of the xylophone. They boost and shape the sound produced by the bars. There is lots of information on the web about resonator tubes, so I won’t repeat that, but I will discuss our approach to making, mounting, and tuning the tubes.
The Physics
It is not hard to find info about “quarter wave stopped resonator tubes” on the web (in musical parlance these are sometimes called “stopped pipes.”) This is the type of resonator tube that is used for xylophones and marimbas These tubes basically resonate at a fundamental frequency of c/4L, where L is the length of the tube and c is the speed of sound. In simple terms, the tube boosts the bar sound amplitude by utilizing the normally wasted downward-directed sound energy in a way that boosts the upward facing energy (which is what you mostly hear). It shapes the sound too, because it does not boost all frequencies equally. In particular, it only boosts the fundamental and the odd harmonics. Because xylophone bars are tuned to a 1:3:6 frequency relationships, the fundamental and second partial will be boosted, but the third partial will not. This is another reason why I wasn’t too concerned about tuning the 3rd partial – its already puny energy is swamped by the boosted energy of the first two partials. Additionally, while we haven’t discussed it much, real xylophone bars “ring up” not just the “transverse modes” that dominate the sound, but also lesser “longitudinal” and “torsional” modes. Because these modes are not typically odd harmonics of the fundamental, they do not get amplified. So, at the end of the day, when tubes are added to the instrument, you mostly hear the fundamental and the second partial – all the other frequencies get dwarfed.
Tuning the tubes is done by adjusting a movable stopper that effectively changes the length of the tube. This is what determines the length L in the equation above. So you might think that tuning the tubes is just a matter of computing the tube length via the equation above and then setting the stopper to that length (I did,) however, like most equations from physics, the formula above is only approximate. It is very accurate under certain conditions, such as when the tube length to diameter ratio is large and the sound input to the tube is a “plane wave.” However, neither of these assumptions is true for the xylophone. In particular, the shorter tubes have a relatively low length-to-diameter ratio; and the sound wave coming off the bar is likely not planar, since the bottom of the bar is curved.
Dr Entwistle pointed me to a book called “The Physics of Musical Instruments,” by Rossing and Fletcher (ISBN-13: 978-1441931207,) that had some interesting comments about xylophones and ¼ wave resonators. In the section on resonator tubes, they note that the resonant frequency of the tube is a weak function of the distance between the tube end and the bottom of the bar. However, they state that “As yet, the theory describing the coupled bar-resonator system has not been worked out in detail,” which basically means that there is not a simple equation to compute the actual stopper position as a function of the desired frequency.
Additionally, the Rossing book describes a few topics of practical importance. First, the it describes something referred to as the “end correction factor.” It turns out that the equation above must be tweaked somewhat due to the fact that the standing wave in the tube does not end exactly at the pipe mouth but is rather a bit beyond it. The more accurate equation for the resonator frequency is f =c/[ 4(L+0.61r)], where r is the radius of the tube. I found other references to the end correction online and there appears to be some debate in the literature over the correct value of the correction factor (i.e., the value of 0.61).
As noted above, the book notes that the tube frequency is affected by the spacing between the tube end and the bar bottom. I had already seen that some xylophones allowed for adjustment of the height of the tube assembly (i.e., the assembly of all of the tubes locked together into a rigid structure) to compensate for temperature changes. It makes sense that if the tube-bar spacing is less than the 0.61r factor, then it will affect the tube resonance since the bar is effectively serving as a stop at the top of the tube.
At the end of the day, it became clear that the bars must be tuned in situ to obtain accurate tuning. However, I couldn’t resist the urge to check out the physics, so I did a few experiments and built some tuning curves that I hoped might at least guide the resonator tuning. However, in the spirit of full disclosure, I must note that I mostly ignored the results from this effort and just tuned the tubes by ear! Nevertheless, I will describe these experiments, if for no other reason than to perhaps save others the folly of this endeavor. You can safely skip this section without regret if you just want to git-er-done…
Tuning the Tubes
I started out by doing experiments with a piece of PVC as I awaited the delivery of the aluminum. I was particularly interested in verifying the resonant behavior of the tubes as a function of spacing distance to the bar. It wasn’t clear to me how to establish the correct tube-bar spacing. Intuitively, it seemed to me that the best coupling might result from close spacing, so that the spacing would be dictated by physical constraints, like avoiding contact if the bar should sag.
In order to start my experiments, I needed a value for the speed of sound. The speed of sound is a function of the density of the air, which is a function of the temperature. I found an online calculator here that computed the velocity. During my experiments, I measured the temperature at 19.2 C, and the the online calculator gave me a velocity of 343 m/s.
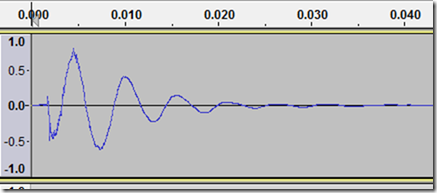
I must admit that I struggled a bit with how to find the resonant frequency for my PVC resonator pipe. I fabricated an adjustable stop and set it to yield a 15.0 cm tube. Per the standard 1/4 wave calculation (with a 0.61*r end correction,) the computed frequency was about 525 Hz. I experimented with several methods of exciting the bar. I tried whacking the end of the tube, and attempted to measure the impulse, but the resonance died out rather quickly. Here’s an example where you can see that the pulse dies out in about 25 ms:
Measured decay of 15 cm tube after being whacked.
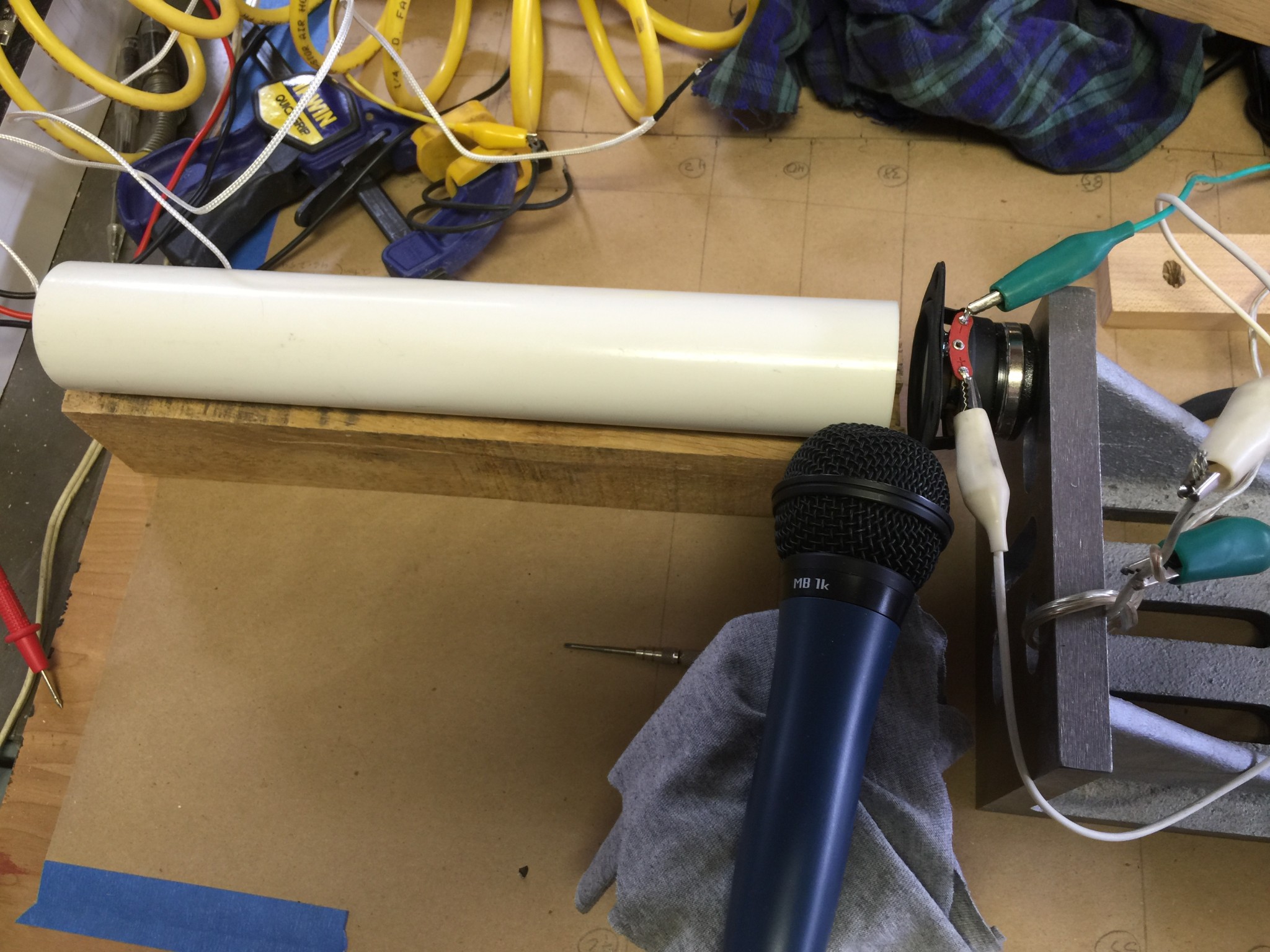
I did some decayed sinusoidal fitting to this, but wasn’t able to get accurate results. Ultimately, I used a small speaker to excite the tube as shown in this photo:
PVC tube with small speaker used for excitation
The tube was excited by the speaker at the right, and the resulting audio was recorded with the microphone.
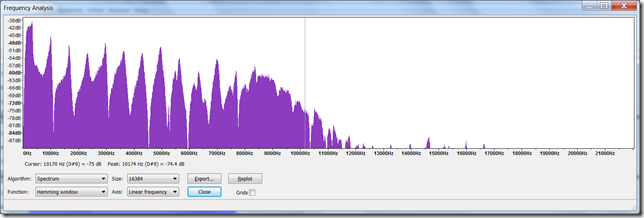
Next, I tried exciting the tube with white noise. Interestingly, you could easily hear the “coloring” of the noise due to the modes. This gave PSD plots like this:
PSD of white noise response.
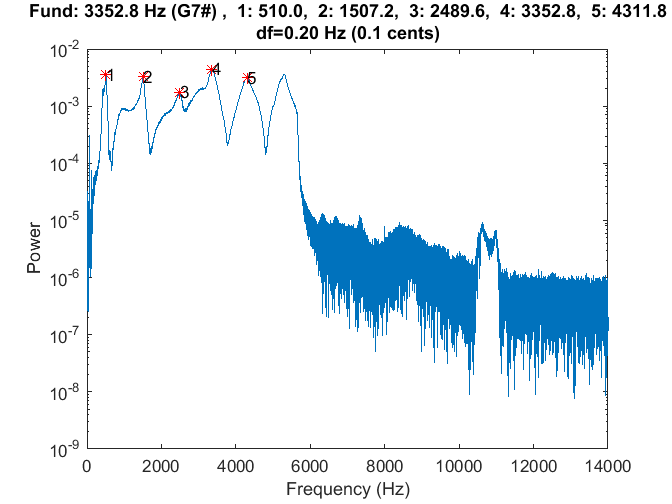
However, I found that identifying the peaks was unreliable. Ultimately, I wrote some Matlab code to generate and play a frequency sweep while recording the response. Here is an example of one of the PSD curves:
PSD of 15 cm tube excited with frequency sweep.
This is what the recording sounded like for this tube:
The code identifies the peaks (which of course correspond to odd harmonics). However, the first peak (the fundamental) was always a bit broad and had a sort of “shoulder” to it, which made me doubt it. So I wrote a little algorithm to find an the optimal “least common factor” for all of the identified peaks. The higher harmonics had generally broad peaks so I also ignored them, and only used the lower modes. In general the setup was somewhat fickle and the quality of the peaks that I got was a strong function of the microphone and speaker placement. In any case, here is some data for my 15 cm tube:
These data correspond to 4 different collections with varying standoff distances from the end of the tube to the speaker (from 3.0 cm to 0.5 cm). It is interesting that the frequency doesn’t shift above about 2 cm, but there is a nearly 20 Hz shift when the tube is very close to the speaker. This clearly shows the behavior noted in the Rossing book (i.e., decreased frequency for close spacing,) which was pretty cool.
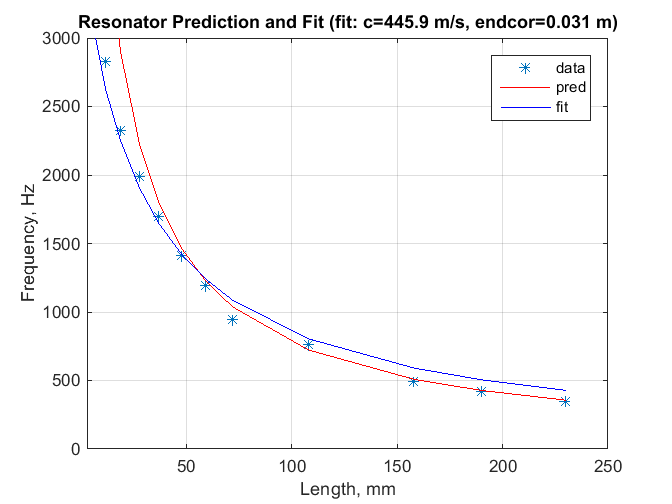
So using this technique, I set off to build a curve that could be used to set the stopper distance for each tube. I chose to set the distance at 0.5 cm, which is about as close as I could safely space the tubes from the bars without fear of contact. For each stopper distance, I performed a sweep and used my least-common-factor code to find the tube resonance. With this approach, I was able to build the following curve.
Resonator tube tuning curve.
The blue points on the curve are the measurements and the red line was created using the frequency equation given above (including the 0.61r end correction factor). The equation accurately predicts the frequency for the longer pipes, but performs poorly for the short pipes. As a quick test, I tried fitting the equation above, but left the speed of sound and the end correction factor as free variables. This resulted in the blue curve. The fit was better for the short tubes, but resulted in poor performance for the long tubes. So I decided to skip function fitting entirely, and just set my stopper distances by interpolation between the measured points.
Next Up
This post described some of the science involved in establishing the tube resonant frequency. In the next post, I will describe the fabrication and mounting of the resonator tubes.
After cutting the tenons and mortises, Jack and I did the standard fine tuning on the mortises to get the parts to fit together accurately, but without a bunch of man-handling. It was important that the mortise and tenon fit wasn’t too tight, because four joints on each end must be fit simultaneously during the glue-up, and it is very hard to seat them all if they are tight. After a few dry fits, we were ready to mark and drill the holes in the rails that receive the saddle and corner posts.
Post Holes
Now I’m not going to lie – I can tend to be a bit anal-retentive when it comes to woodworking. Feeding this natural tendency was the fact that I knew that accurate placement of the posts was critical to avoid pinching the bars between the posts. To determine the hole locations, I created an Excel spreadsheet that computed the location of each post on each of the four rails. The computed locations were distances down the length of each rail, relative the shoulder of the tenon. The only problem is that I kept screwing this up- mostly due to the four unique angles and all of the offsets involved. I would compute the locations and then mark them on the rails with jack reading off the dimensions. But when we checked them, there would be some systematic error – like I hadn’t accounted for the offset due to the pin being in the center of the rail. I think we did this three times before we got it right – argh! Both Jack and I were frustrated by this tedious process (did I mention that there were 108 holes?!)
After we did it this way, I realized that there is a much simpler approach that I would use if I ever did this again. Let me explain…
Computing the post locations relative to the left ID of the frame is straightforward (as opposed to distance down the rail). It is really just accounting for each bar and gap width. You do have to be a little careful with the offsets (i.e., edge-to-corner post, edge to first saddle pin, etc), but it is do-able with a little care. The tricky part is the angles involved and the fact that the index mark for the hole location has to be at the edge of the rail to make the drilling operation efficient. Let me clarify. Check out the photo at the top of this post. This is the setup on my drill press where we drilled the holes. Here is a zoom of the center of that photo:
Blowup of drilling operation showing the index marks
It may be hard to see in the photo, but there is a thin pencil mark on the edge of the Mahogany support rail that must be aligned with the scribed line on the steel angle jig behind the rail. The drilling process for each hole was basically to align the marks, apply a spring clamp to hold the board against the steel fence, and drill the hole. The spacing between the drill bit center and the steel fence was exactly 1/2 inch so that each hole would be precisely centered on the width of the board.
Here is a wider field of view photo of the drilling setup that may help:
Drilling setup
Because each rail is angled, there is a small offset between the desired X location of each hole and the mark at the edge of the board. Neglecting this, or getting the offset in the wrong direction is how I kept screwing up. Also, when making the marks on each rail, it is easy to mess up, since the distance down the rail is relative to the rail center line, not the edge. This is another way I screwed up. So here is a much easier approach that occurred to me after the fact.
Rather than trying to account for this angle-dependent offset, I would do the following:
Dry fit the frame together
Compute the location of each hole relative to the left or right ID of the frame end piece (i.e., in the X direction)
Using the protractor head on a combination square, set the angle so head is against the rail and the blade is aligned with the frame end (so the blade is parallel to the Y axis)
Slide the combo square down the rail to align the blade with the desired X location (e.g., using a tape measure that measures distances form the frame end ID) computed for a given hole.
Draw a line on the top of the rail. This line will be slanted relative to the rail perpendicular.
Now you will have a slanted pencil mark at each post location. When aligning the mark on the drill press, you can not just line up the pencil mark with the index line on the steel angle block. If you do this, the hole will be offset a bit from the desired location due to the 1/2 inch thickness of the rail and the fact that the line is slanted. Rather, you will have to align the drill press index mark with the intersection point of the slanted line and the mid-point of the rail. A small right angle block could facilitate this, or you could draw an additional perpendicular line at each mark location.
Hopefully, my lesson will save you some pain, or perhaps you will have better luck with the calculations and getting all of the angles right – we finally did, but it was painful.
In the end, we got all of holes drilled, temporarily pushed all of the posts in the holes, and temporarily strung the bars with some string. Here is a photo of Jack with our assembled unit. It’s starting to look like a real instrument.
Jack, proud of our handiwork
Jack couldn’t resist playing a little ditty. Here is a video of Jack playing his evolving xylophone for the very first time:
Shaping the Ends Pieces
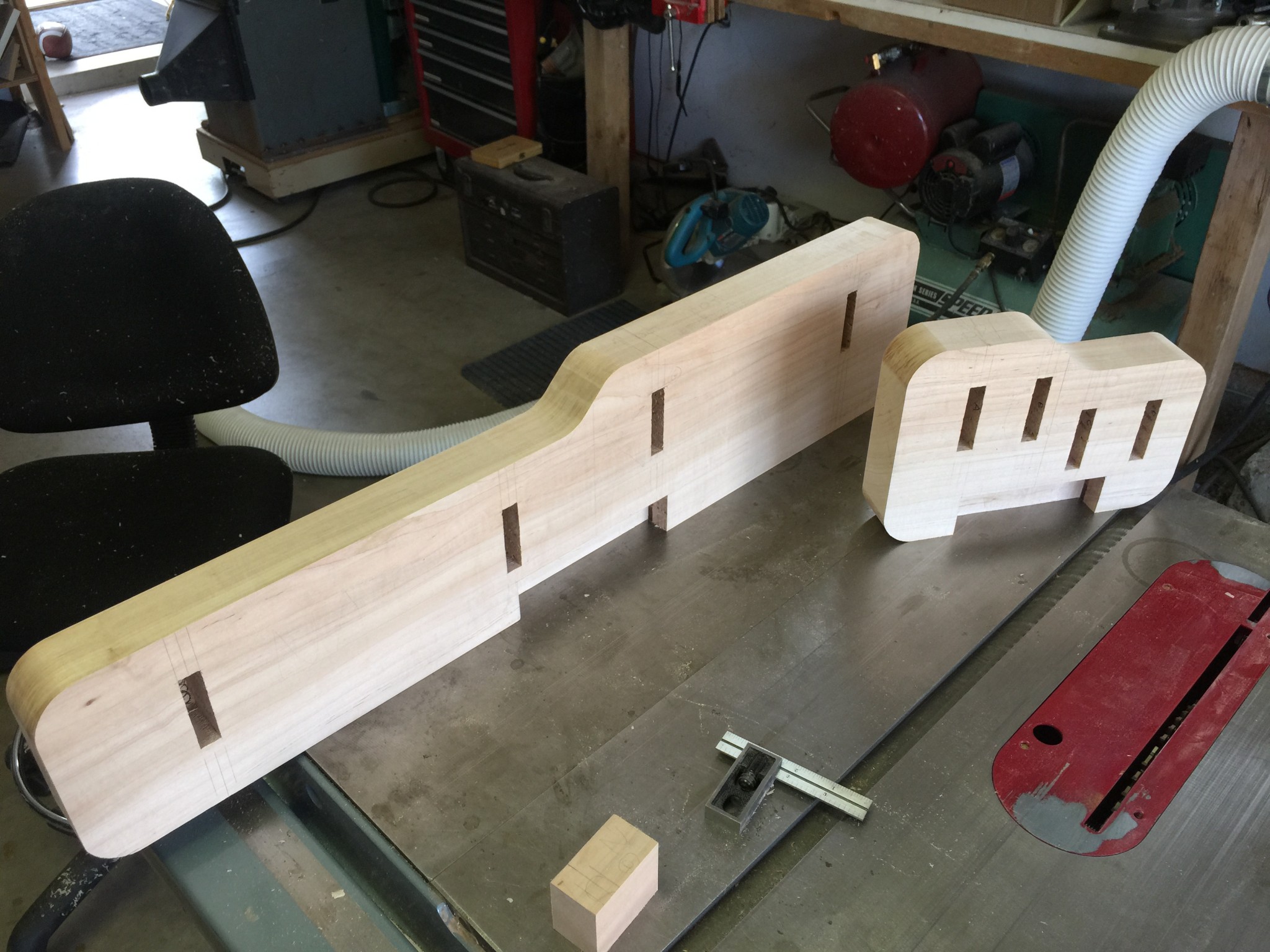
As shown on the photos of the previous posts, the frame ends at this point were just rectangular blocks, which look pretty clunky. As previously noted, we placed the mortises so that the top of the accidental bars were at the same elevation as the top of the rectangular frame ends. This was just an aesthetic decision. We thought it would look good to extend this idea to the natural bars too, which required the frame ends to “step down” to the elevation of the natural bar tops.
To avoid square, sharp corners, we also added little ramps that connected the two elevations and rounded all of the corners. Here is a photo of the nearly finished end pieces.
Nearly finished end pieces.
Notice that we also cut some big, rectangular mortises in the bottom of each end piece. This is to accept the two legs that we had yet to build. We’ll write more about the leg and foot construction in a later post.
To smooth the sharp corners, we routed a 1/4 round-over on all of the edges and dry-fit the whole thing together to take a look. Here is the result:
Completed frame (without finish)
Completed frame (without finish)
Applying Finish
I chose lacquer for the frame finish. I like lacquer because it really brings out the depth in the wood but also because it drys quickly, so it is fast to build up a finish. We decided to finish the rails and end pieces prior to assembly for a few reasons. First, down at the right end of the instrument, the spacing is a little tight, so it is hard to spray finish in there. Second, there is inevitably glue squeeze out at the joints, and it is often hard to remove all of that glue prior to finishing. Any glue left behind will keep the wood from absorbing the finish which leaves unsightly “splotches.” So we put blue painters tape over the mortises and tenons and sprayed the parts with an HVLP gun. (I use a cheap $100 HVLP system from Rocker for the finish. For the price, this thing is actually pretty decent.) Here are a few photos:
Frame end piece with finish
Frame end piece with finish
Rails with finish
It’s always fun to watch the grain pop on wood when lacquer is applied. The finish also brought out the beautiful color of the Mahogany.
After the finish dried, we glued and clamped the frame assembly. This was a bit “butt puckering” because it is a tricky to get the tenons simultaneously inserted in to the mortises before the glue dries, especially in arid New Mexico where the humidity is so low. Here are few photos of the glue-up:
Frame glue-up
Frame glue-up
Frame glue-up
All that was left was to glue the posts into the rails. Each of the post holes was drilled with a brad-point bit to a fixed depth. This gave a nice square bottom to each hole that ensured that all of the pins would have the same elevation. The pins were snug in the hole, but over time may have wiggled out, or at least rotated, so I decided to drop a bit of glue in the bottom of each hole to lock the pin into place. I carefully inserted the glue into each hole using a toothpick and letting the glue drip in. This was slow going (did I mention that there are 108 holes,) so it took a while. Here is a photo:
Dripping glue into post hole
Here are a couple of photos of the completed frame:
Completed frame
Completed frame
And then came the moment of truth – Jack and I strung the xylophone bars on some brown para-cord, attached the springs, and hung the bars. Pretty cool – we now had a fully functional instrument, minus legs and resonator tubes. Here are some photos of the finished product:
Completed frame with bars
Completed frame with bars
Completed frame with bars
It had been a long time coming, but we finally had an instrument! Jack and I moved this up to his bedroom at this point, so he could mess around with it, and to get it out of the garage so we could start working on the resonator tubes. More on that in the next post.
We’ll leave you with Jack playing a little song in his bedroom.
The first step in building the frame was to determine the total width between the two frame ends (i.e., the ID of the frame width). This was primarily dictated by the bar width and the gaps between the bars. As we’ve described, each of the bars was 1.5 inches wide. The width of the saddle pin with the surgical tubing attached was just about ¼ inch. We messed around a little and found that an extra 1/16 of an inch was about right to include for additional spacing around the pins, yielding a total gap between each pair of bars of 5/16 of an inch.
Next, we had to figure out how much space to leave for the corner posts and springs that are situated between the end bars and the frame. We determined this spacing empirically by laying out the springs and the corner posts on a table top and adjusted the spacing until we had enough rough to comfortably reach the springs between the outside bar end and the inside edge of the frame end. We found that 3 cm was about right for this spacing.
Now we had enough information to compute the total distance between the frame ends. For those of you who have gotten this far, I probably don’t have to tell you that xylophone bars are laid out like piano keys where the white natural keys are toward the player and the black accidental keys are toward the rear. But just to make it clear, here is a rough layout of my 44 bars:
Bars roughly laid out on a table top
As you can see, the natural bars (at the bottom of the photo) determine the total width of the instrument, since the total width for these is greater than for the accidental bars. So the total inside dimension of the instrument is becomes
The bar width and gap width define the X location (i.e. left/right) of each natural bar, and the pins are of course just centered between each bar. The X center position of each accidental bar just lines up with each natural bar gap center. I had a big complicated Excel spreadsheet that computed all of these dimensions, but this turned out to be more complicated than it needed to be, so I won’t confuse you by including it. I’m sure you can do a bit of arithmetic and determine the bar locations…
Dimensionally, we also had to determine the Y spacing (i.e., fore/aft) between the rails. Recall that the angles of the bar support rails was previously determined by lining up yellow thread suspended by posts with the average node locations. With the 124.9 cm ID spacing drawn on a large piece of construction paper, we simply marked the physical locations of the thread intersection with the inside edges of the frame ends on the paper for both the natural and accidental bars. We were careful to allow for clearance necessary to ensure that the aft ends of the natural bars were about ¼ inch away from the front accidental support rail. This established the center lines for each of the four angled support rails. Here are a couple of scrappy drawings that may help to illustrate all of this.
Drawing showing support rail layout
Drawing showing bar layout
In addition to the photo at the top of this page, here is another picture of the rails attached to the frame ends to illustrate the geometry:
Frame showing elevated accidental support rails in the foreground
The only dimensioning left was to determine the Z spacing (i.e., up/down) of the accidental bars relative to the natural bars. You can see in the photo above that the rails for the accidental bars are elevated above the natural bars. Elevating the accidental bars minimizes the fore/aft spacing of the natural and accidental bars by allowing the accidental bars to overlap the natural bars. The vertical gap between the natural and accidental bars was sent to ½ inch to ensure that the bars would not touch even if the string was loose and the bars sagged.
Laying Out the Frame Ends
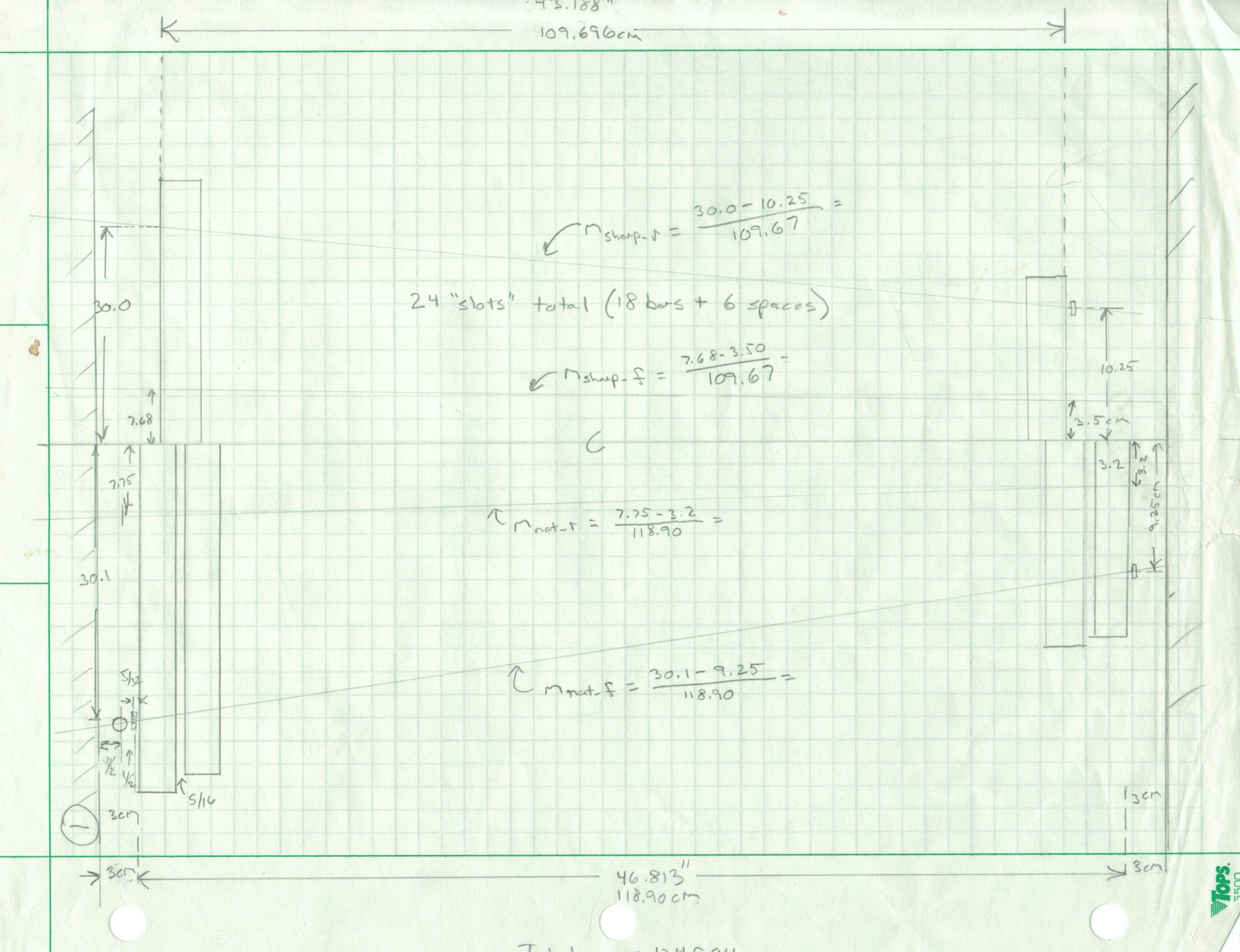
We built the frame ends out of 8/4 maple (after dimensioning the lumber, the thickness was about 1.75 inches) that had a bit of figure to it. We wanted these to be beefy, because we knew that it needed to keep the support rails from racking, and it needed to support bolt-on legs. However, at this point we weren’t quite sure what exact shape we wanted for the frame ends but did know that we wanted the top of them to be roughly level with the top of the suspended accidental bars. So we oversized them prior to cutting the mortises that would receive the rail tenons. We had to figure in the total height of the bar above the suspension rail, which is of course a function of the saddle posts that hold up the bars. So we drew the following picture to try to get all of the dimensions right. Again, this picture a pretty scrappy picture, but at least has all of the dimensions annotated.
Drawing showing elevation layout
When laying out the mortise locations for the Maple frame ends, we indexed everything from the top and fore/aft center of the rectangular frame end pieces. The rails themselves were made from 1×2.5 Mahogany stock. We chose Mahogany because it is dimensionally stable (i.e., unlikely to bow,) because we thought it would look good with the Maple and Rosewood and because we had it on hand. For strength, we wanted the largest tenons that we could reasonably make. The largest chisel for my tenoning jig is ½ inch, so that established the width of the tenons. To keep the shoulder consistent at ¼ inch, we made the tenons ½ x 2 inches.
To keep the layout as simple as possible, we centered each of the support pins on the midpoint (in the thickness direction) of the Mahogany support rails, so the center line on these rails had to meet up with the marked locations on the frame ends accurately or the suspension strings wouldn’t pass through the center of the bar holes. So getting the mortises accurately placed in the Maple end frame pieces was important. Here is a few photos of the mortised frame ends:
The right frame end with mortises
Zoom of 2.5×1/2 inch mortise
Both Maple end frames with mortises
With the mortises cut, we had to make the tenons on the ends of the Mahogany support rails. What made this somewhat tricky was that these tenons had to be angled, relative tot he long axis of the rails. Angled tenons are always a bit tricky, but this was complicated by the fact that each of the four tenons for a given end were at different angles – a lot to keep track of.
I cut these angled tenons using a delta tenoning jig on my table saw, with Jack on quality control (i.e., making sure I got the correct angles and in the correct directions). I don’t have any photos of this, but I’m sure there is lots of info on the web that describe cutting angled tenons. Personally, I think the “cheek” cuts on the shoulders is the hardest part.
Here are a few photos of the final tenons:
Angled tenons cut on Mahogany rails
Next up
The tenons and mortises were cut, but we still had to mark and drill all of the holes for the posts and had to shape the end frames. We’ll discuss that, and a few other odds and ends, in the next post.
The previous work that we had done to establish the suspension hole locations provided precise angles for the suspension rails. These angles, coupled with the bar lengths, established the fore/aft spacing of the natural and accidental bars. We decided to use 1 inch thick rails, so we had to just ensure that all of the aft ends of all of the natural bars had sufficient spacing from the front accidental support rail. We choose to leave 1/4 inch spacing between the natural bars and the support rail just to allow us a little wiggle room. Constructing the xylophone frame, including the rails that support the bars and the two end pieces, was pretty straight-forward woodworking, but we had to put some thought into the suspension posts and how the resonator tubes would be mounted.
Here are some practical matters that had to be addressed that might affect the frame design and therefore had to be addressed first:
What to use for the posts that support the suspension strings?
The diameter of the resonator tubes?
How to support the resonator tubes?
The question of posts was important, because, depending on the thickness, it might have a bearing on the bar spacing. The post height might also affect the frame design, so we needed to figure that what our posts were going to be before building the frame.
There was a similar issue for the resonator tubes – the diameter might drive the spacing of the frame. Although this seemed like less of a concern than the post selection, I had learned from my previous woodworking projects that you always select hardware first (e.g., it is easier to build a box around available hinges than to find hinges that fit a project you’ve already built). So it seemed smart to figure out what material was available and cost effective.
I wasn’t as concerned about the last question, how to mount the tubes, but it seemed like giving this some thought could keep me out of trouble down the road.
The Posts
I anguished over what to use for posts. Most commercial xylophones that I found had posts like the ones shown in the image at the top of this page. I saw a few variations, like posts with a through-hole rather than a “saddle” to support the string, but all of the posts were similar and were cut from flat metal. In addition to the post itself, most included a rubber sleeve to keep the bars from buzzing against the metal during play. I had found a source of replacement posts made for Musser-brand instruments here, but they’re about 90 cents which doesn’t sound bad until you realize that I need 108 for the instrument! I also needed the rubber sleeves, which were sold by the same vendor for about a buck a piece – ouch! So I wracked my brain trying to determine an easy way to build them. Dr Entwistle weighed in too, but every idea we came up with (e.g., brass bolts with a bit of machining) was either nearly as expensive or required a bunch of per-post labor. Now I am pretty patient when it comes to repetitive tasks (hey, I built a xylophone, right!), but hand machining 108 posts was more than I could stomach.
So at the end of the day, I bit the bullet and just bought the posts from the link above. I also bought some springs that tension the suspension strings and some really nice end posts that support the tension load of the strings at the corners. It was hard to tell from the photos on the vendor website, but when I got these I was actually pretty pleased with the quality. Here are a couple of photos of the “saddle posts” and the corner posts:
Musser “saddle” posts
Musser corner posts
The springs were nothing special, but were inexpensive, so I went ahead and bought them from the same site. Here was an invoice of the parts:
Invoice for post hardware
Actually, you will notice that I messed up and only ordered 100 posts – argh! I ended up ordering another 10 from a different vendor that had cheaper shipping for small orders.
The only thing left was the rubber bumper material – I wasn’t so keen on giving Musser another hundred bucks for a bunch of little rubber pieces. I had some surgical tubing around for another project, and I found that with a little soapy water for lubrication, I could slide it over the posts for a perfect fit. The only downside was that it was that standard tan color that is typical of surgical tubing. However, I found some black tubing of the same size from this source. This was only $10.95 (with free shipping) for 10 feet, which was more than enough. Sweet, that’s about a $100 savings! It looks great on the post too. Check this blow up of the posts with the surgical tubing and the corner posts.
Zoomed image of my posts with the rubber jacket
Resonator Tube Material Selection
We really, really, really wanted to make the resonator tubes out of brass. Polished brass just looks so classy, and we were trying to make an instrument that looked as good as it sounded. However, the cheapest price I could find for brass was about $13 per foot. Considering that we needed about 20 feet (more about the resonator tube lengths in a later post,) that was a pretty expensive option. We also considered that brass is pretty heavy, so the supports would have to be beefy enough to support the weight. At the end of the day, we compromised and decided to make the tubes out of aluminum – not quite as sexy as brass, but after applying a brushed finish and some lacquer, they looked pretty good.
We just had to figure out the diameter. Our rosewood bars are 1.5 inches wide, and we planned to space them about 1/4 apart. So the tubes could be up to 1.75 inches in diameter. However, the paper by Bork (cited on a previous post) suggested that resonator “cross-talk” with neighboring notes could be an issue if the bars were too close together. This potential issue would be worse for the B-C and E-F bars, which are only a semitone apart and adjacent. However, we also considered that a diameter of 1.75 inches would be convenient from a mounting standpoint, because the bars would be butted together, which might ease assembly and aesthetics.
In the end, the solution was driven by the available materials; after a local supplier gave me a quote of $350 for 20 ft of aluminum tubing (!!), I started looking online. Ultimately, I bought 1.5 inch tubing with 1/16 walls. This was about $15 per 4 foot length from Speedy Metals, which is a very reasonable price. (In general Speedy Metals is a great vendor with lots of selection and prices – I love this place!) I calculated that I needed 5 pieces, but bought 6 just in case. Speedy Metals also had 1.75 inch tubing, but only in 1/8 inch wall, which was a lot more expensive and overkill for this application.
Mounting the Resonator Tubes
All of the xylophones that I saw connected the tubes together to form an assembly and then hung them in some fashion from the frame ends. I decided to attach wood cleats to the frame ends to support the resonator tube assemblies. You’ll see more of this in a later post, but I used 1×1/8 aluminum flat stock to tie all of the tubes together. The aluminum is 6061, which is pretty stiff, but bendable; this was important because I had to bend the these support rails at the end where the wood support rails converged.
Here is a snapshot of the invoice for all of the aluminum:
Invoice for resonator tube material
Next Up
Chronologically, the next step that Jack and I performed on the xylophone was the construction of the resonator tubes. However, that included a bit more research and math, so to mix things up a little I will discuss the frame construction in the next post. Finally a little wood working!
With the rough tuning done, and the holes drilled, Jack and I moved on to the fine tuning. Our goal going in was to get the fundamentals to within about 5 cents.
The fine tuning took a bit more time than the rough tuning, because we had to be very careful not to remove too much wood – you really have to sneak up on the target frequencies.
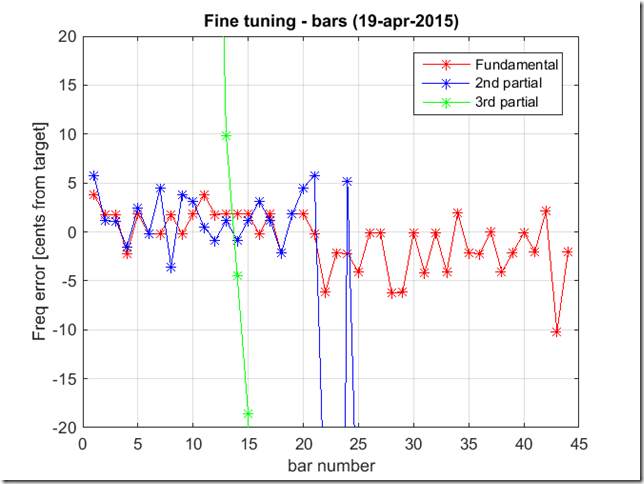
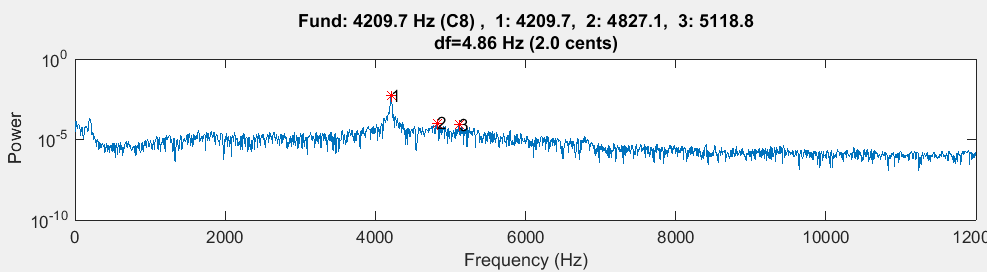
After all of the iterations, here is a plot of the resulting bar frequencies and overtones:
Bar frequencies after final tuning
As you can see, the fundamental frequencies are almost all within +/- 5 cents. For bars 21 (C#6) and under, we were able to keep the second partial pretty tight too. We were not able to maintain the 2nd partial in the higher register, but this is consistent with other instruments that I spectrally measured. We expected the bars to settle out a bit more, so our plan was to tweak them one last time before applying finish to tease out the last few cents.
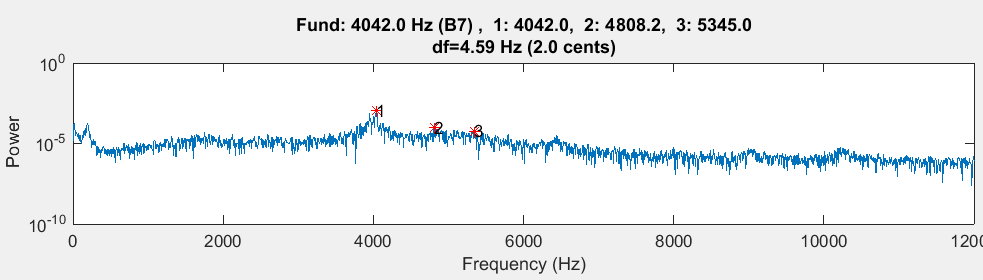
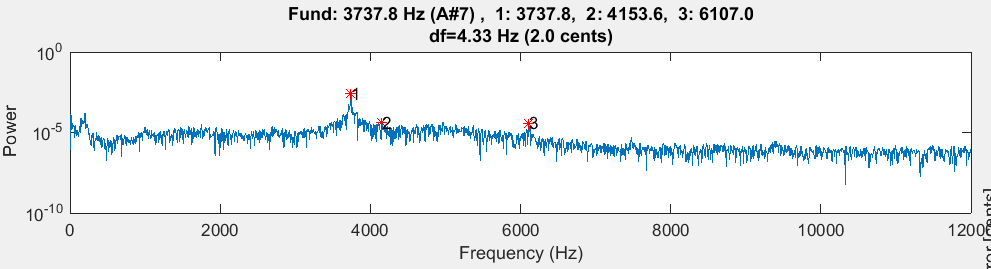
Bar #43 (B7) was problematic. As we were tuning it, it sounded a bit dead. The spectral response looked a little funny too. Here is the PSD for that bar:
Bar 43 PSD
Notice that the peak is not well defined. By contrast, here are the PSDs for bars 42 and 44:
Bar 44 PSD
Bar 42 PSD
These two have much more well defined peaks than bar 43. We looked back at the PSDs for the blanks, and the differences were not as obvious, so we couldn’t have caught this before tuning. We considered remaking this bar but ultimately decided it was good enough. Perhaps we will replace it in the future.
Here is what the bars sounded like at this point:
All sound pretty good except for the B7 bar, which, as noted, sounds a bit dead.
Just for fun, here is a sped-up video of me tuning on of the bars:
As you can see, I move back and forth a lot between the sanding and tuning stations.
After tuning, I removed the labels and cleaned them up a bit. Here are a bunch of pictures of the bars:
Invoice for resonator tube material
Our tuned bars
Too many photos of our tuned bars (hey, we were proud of work!)
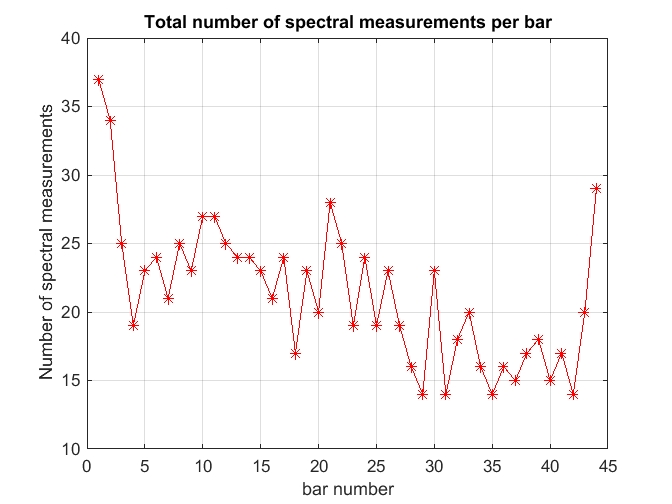
Finally, if you are thinking about building your own bars, you might be interested in the following plot, which shows the number of times I made spectral measurements of each bar.
Number of spectral measurements per bar
This included all of the initial measurements (i.e., of the blanks) and the rough and fine tuning. This also include a tweak or two that we performed after the fine tuning. As you can see, my longest and shortest bars took the most sand/measure iterations, since I was still learning. After I had these tuned, I worked my way from longest to shortest (i.e., bar #2 to bar #43). Once I got good, the long bars took about 20-25 cycles and the short bars were somewhat faster. All told, this was 939 total spectral measurements – a lot of time and patience.
How Long Did All of This Take?
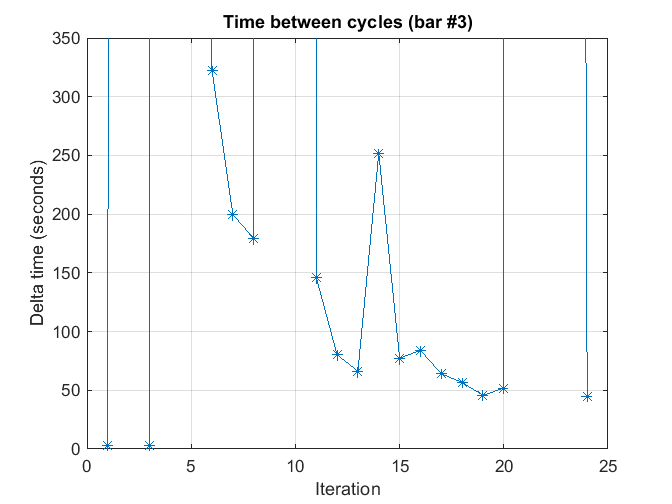
You may be wondering how much time each sand/measure cycle took (I did,) so I plotted the time between spectral measurements for a typical bar.
Time between sand/measure iterations for bar #3
At the start, the when I was removing more wood, the cycles took perhaps 5 minutes. However, as I got closer to the final target frequencies, I was removing just a bit of wood, so the tuning approached 1 minute per iteration.
For round numbers, let’s assume each iteration took, on average, 2.5 minutes. The total time for bar tuning, then, is 939*2.5 / 60 ~= 39 hours. That’s a lot of tuning time! If I had to do this again, it might be a bit faster; at the end of the day, however, I don’t know that there is any way to speed up these cycles without the risk of overshooting the target frequency.
With the tuning essentially done, Jack and I moved on to building the frame and fabricating the resonator tubes. Stay tuned to hear more about that…